Chemical Industry | Kirloskar Pneumatic - KPCL
Chemical
Catalysing change that powers innovation
The chemical industry shapes modern life, supplying everything from everyday essentials to cutting-edge technologies. Playing a vital role in global food production, it ensures sustainable agriculture through essential chemical processes.
At Kirloskar Pneumatic, we support this mission by enabling efficient fertiliser manufacturing with advanced compressed air solutions. From precise material metering to seamless transport, we help sustain the world’s farms and feed growing populations.
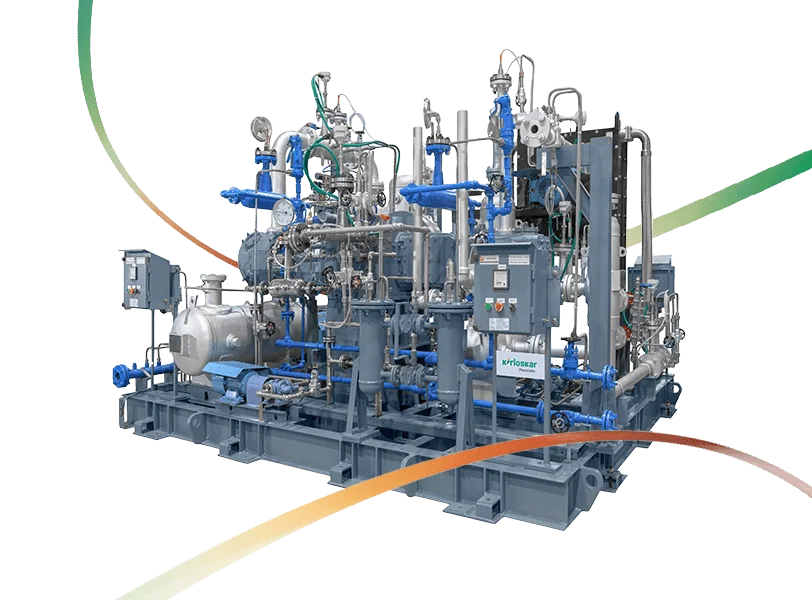
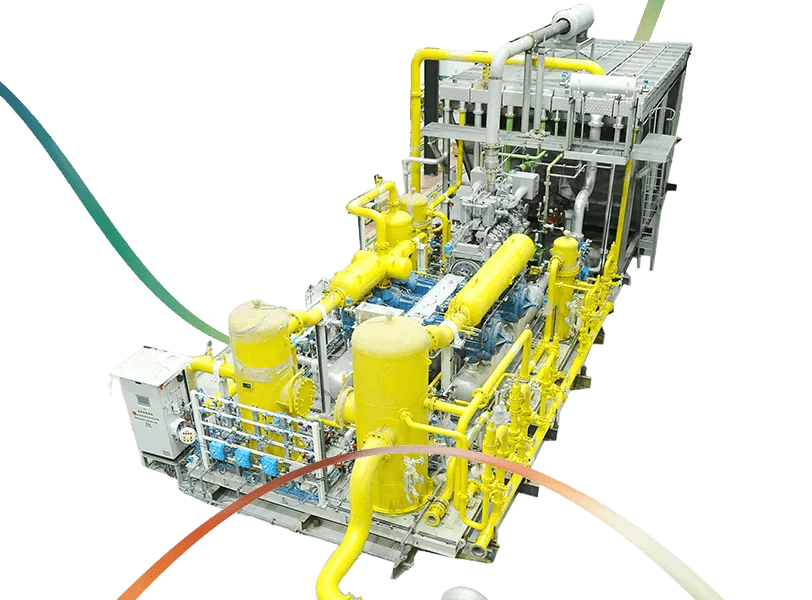
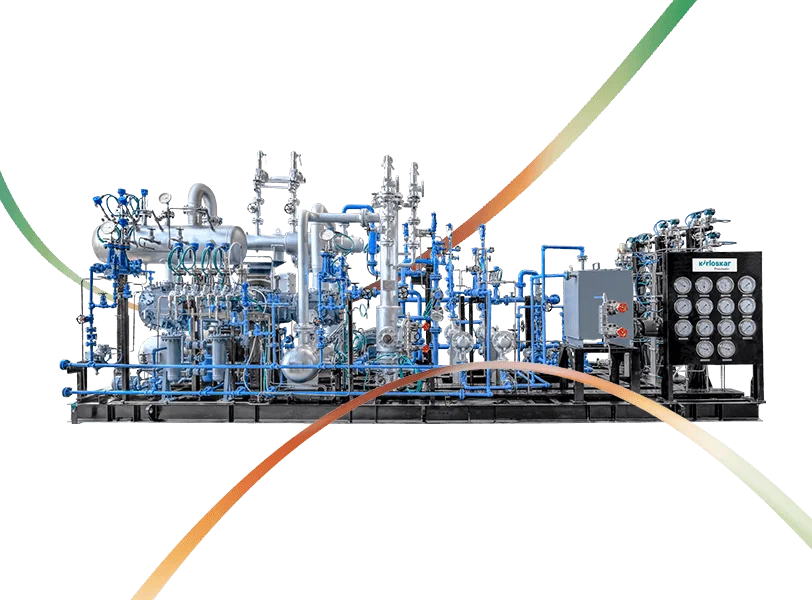
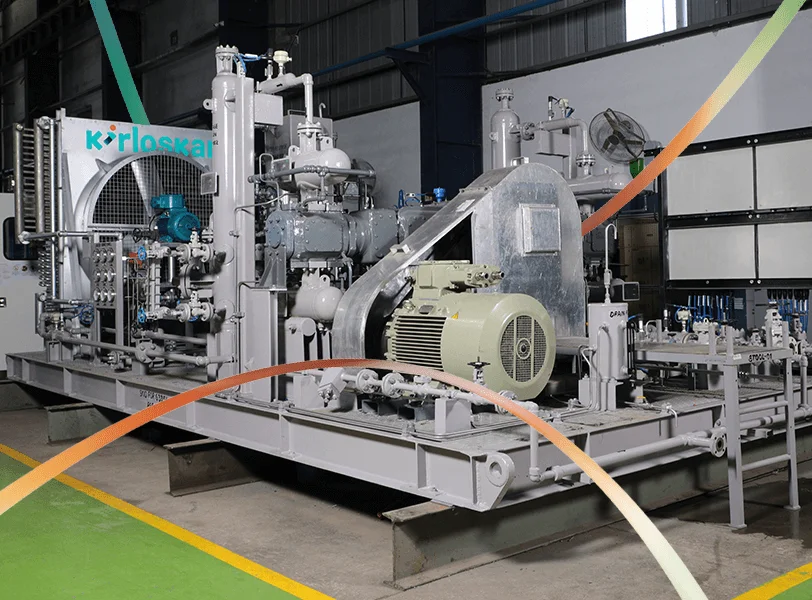
Our Air Compressor Division delivers a wide range of dependable solutions that include oil-injected electric screw compressors, centrifugal and reciprocating gas compressors, vertical and horizontal balance opposed models, as well as PET compressors, ensuring clean, efficient, and continuous operations across chemical processing units.
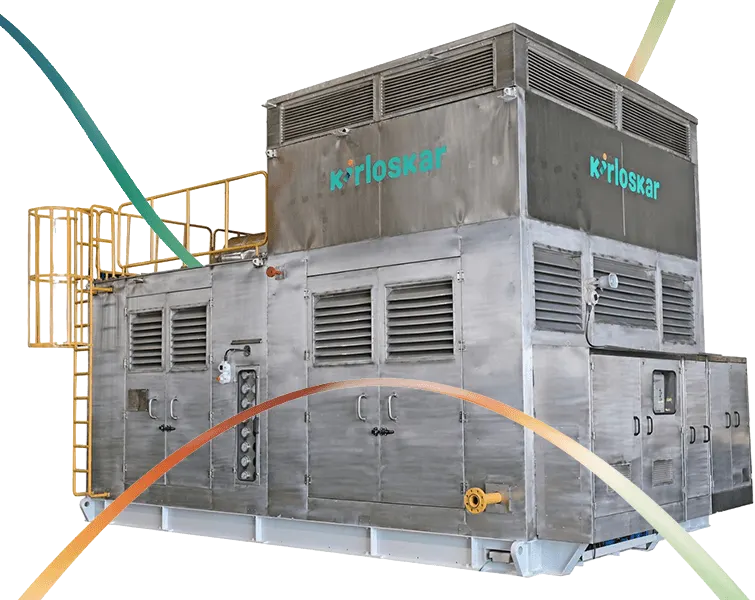
In Air Conditioning and Refrigeration, our screw and reciprocating refrigeration systems are engineered for thermal stability and process integrity, helping maintain optimal conditions for temperature-sensitive chemical reactions.
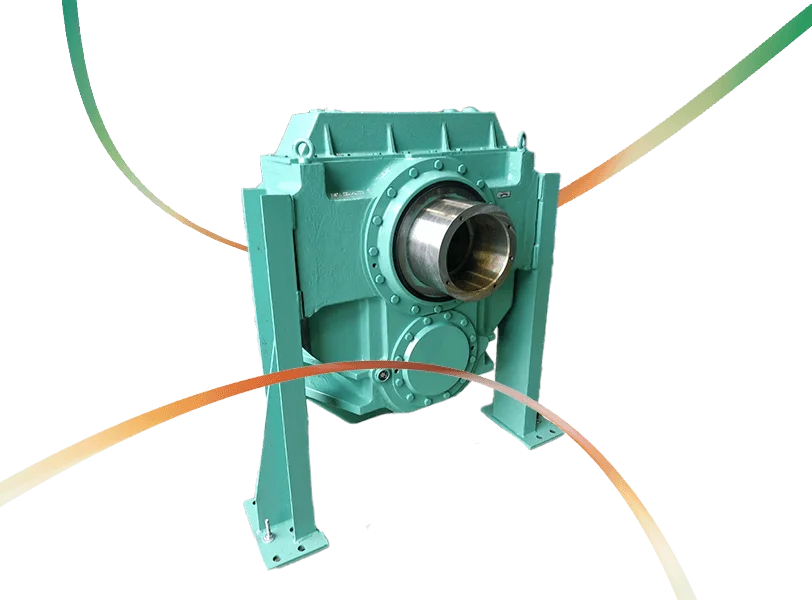
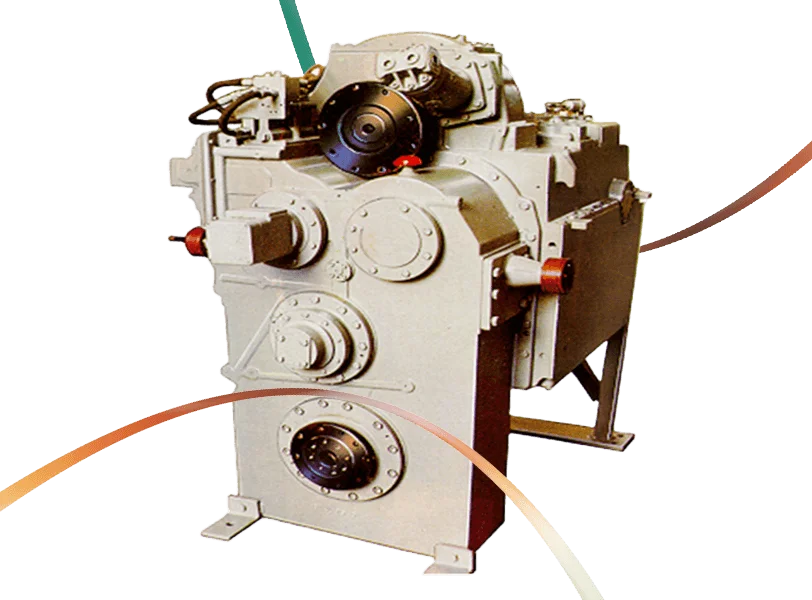
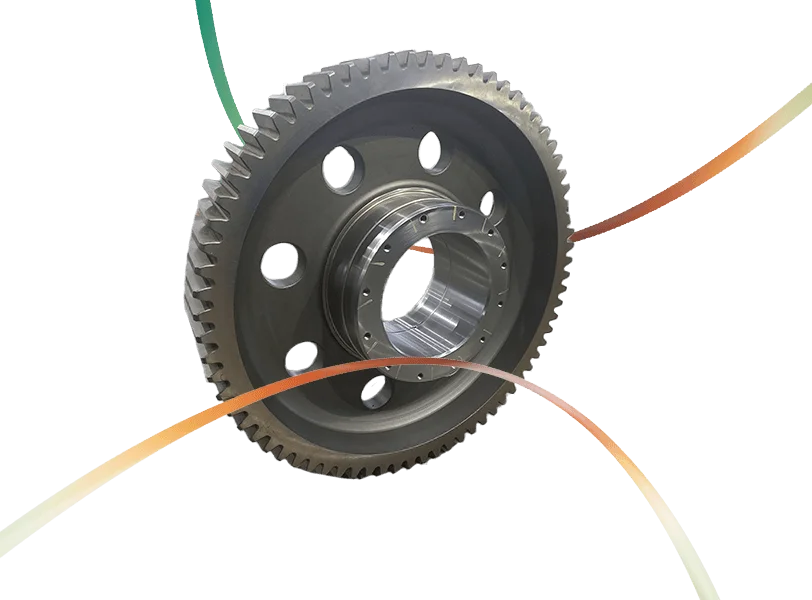
Our Transmission systems, featuring precision-engineered helical and bevel gearboxes, ensure smooth, reliable power transfer in demanding industrial environments.
At Kirloskar Pneumatic, we empower the chemical industry with precision-driven engineering, enabling innovation, efficiency, and sustainability at every stage of production.
CHEMICAL
Catalysing change that powers innovation
The chemical industry shapes modern life, supplying everything from everyday essentials to cutting-edge technologies. Playing a vital role in global food production, it ensures sustainable agriculture through essential chemical processes.
At Kirloskar Pneumatic, we support this mission by enabling efficient fertiliser manufacturing with advanced compressed air solutions. From precise material metering to seamless transport, we help sustain the world’s farms and feed growing populations.
Our Air Compressor Division delivers a wide range of dependable solutions that include oil-injected electric screw compressors, centrifugal and reciprocating gas compressors, vertical and horizontal balance opposed models, as well as PET compressors, ensuring clean, efficient, and continuous operations across chemical processing units.
In Air Conditioning and Refrigeration, our screw and reciprocating refrigeration systems are engineered for thermal stability and process integrity, helping maintain optimal conditions for temperature-sensitive chemical reactions.
Our Transmission systems, featuring precision-engineered helical and bevel gearboxes, ensure smooth, reliable power transfer in demanding industrial environments.
At Kirloskar Pneumatic, we empower the chemical industry with precision-driven engineering, enabling innovation, efficiency, and sustainability at every stage of production.
Choose Applications